What are the common applications of Specialty Films in various industries?
Packaging Industry:
Barrier Films: Used to protect products from moisture, oxygen, and other environmental factors, extending the shelf life of food and pharmaceuticals.
Flexible Packaging Films: Provide lightweight, durable, and cost-effective alternatives to traditional packaging materials.
Electronics Industry:
Display Films: Anti-glare, anti-reflective, and conductive films are used in electronic displays such as LCDs, LEDs, and touchscreens.
Conformal Coatings: Protect electronic components from moisture, chemicals, and environmental factors.
Automotive Industry:
Window Films: UV-blocking and heat-rejecting films for automotive windows.
Paint Protection Films: Clear films to protect vehicle paint from stone chips, bug splatter, and other environmental damage.
Solar Industry:
Photovoltaic Films: Thin films used in solar cells to convert sunlight into electricity.
Reflective Films: Improve the efficiency of solar panels by reflecting sunlight onto the solar cells.
Medical Industry:
Medical Films: Sterilizable films for packaging medical devices and pharmaceutical products.
Barrier Films: Used in medical packaging to protect against moisture, oxygen, and contaminants.
Aerospace Industry:
Lightweight Films: Used in aircraft and spacecraft to reduce weight while maintaining strength and durability.
Thermal Insulation Films: Provide thermal protection in extreme temperature environments.
Construction Industry:
Architectural Films: Tinted and reflective films for windows to control heat, glare, and privacy.
Surface Protection Films: Temporary films to protect surfaces during construction or renovation.
Textile Industry:
Performance Films: Water-resistant, breathable films used in outdoor and sportswear.
Heat-Reflective Films: Films applied to fabrics for thermal management in clothing.
Energy Storage Industry:
Battery Separator Films: Microporous films used as separators in rechargeable batteries.
Thermal Management Films: Films with high thermal conductivity for heat dissipation in electronic devices and batteries.
What are the key characteristics that make Specialty Films suitable for specialized applications?
Material Composition:
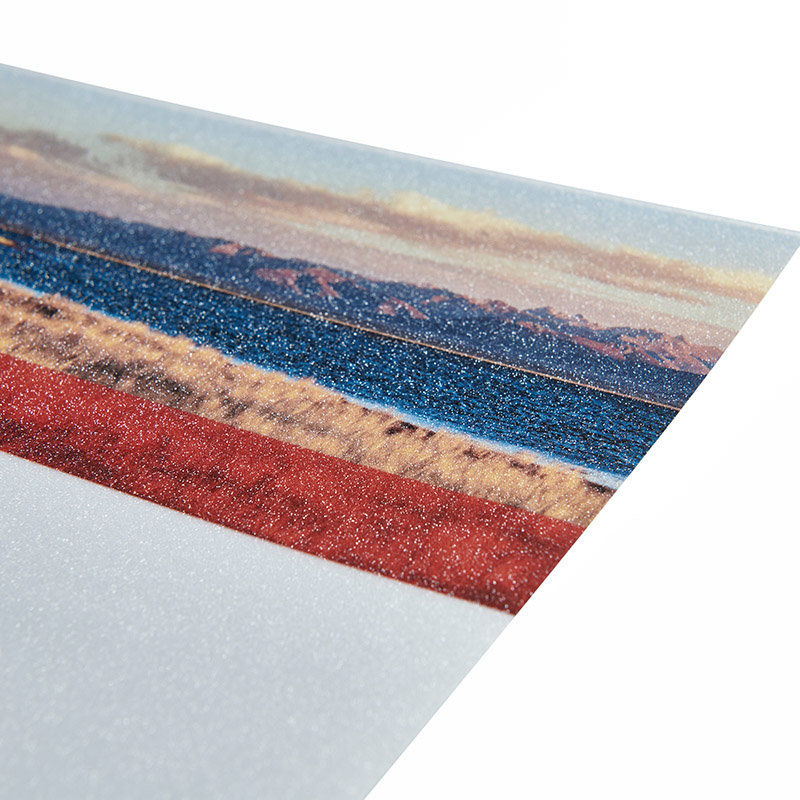
Specialty films are often made from advanced materials, including polymers and resins, tailored to meet specific performance requirements. The choice of materials is crucial in achieving the desired properties such as flexibility, transparency, chemical resistance, and thermal stability.
Precision Thickness:
These films are manufactured with precise thickness control. The thickness is often measured in micrometers or even nanometers, ensuring uniformity and consistency in their properties. This level of precision is essential for applications where specific optical, barrier, or mechanical characteristics are required.
Customized Optical Properties:
Specialty films can be engineered to exhibit specific optical properties, such as transparency, opacity, or reflectivity. This makes them suitable for applications like optical filters, anti-reflective coatings, or privacy films.
High Barrier Properties:
Many specialty films are designed with excellent barrier properties, making them resistant to moisture, gases, or other environmental factors. This is crucial in applications such as food packaging, where maintaining product freshness is essential.
Thermal Stability:
Specialty films often exhibit high thermal stability, making them suitable for applications that involve exposure to varying temperatures. This characteristic is crucial in industries like electronics and automotive, where temperature fluctuations can be significant.
Chemical Resistance:
Certain specialty films are engineered to be resistant to specific chemicals or solvents. This makes them suitable for applications in industries where exposure to harsh chemicals is common, such as in the chemical processing or medical fields.
Flexibility and Conformability:
Some specialty films are designed to be highly flexible and conformable to different surfaces. This makes them suitable for applications where the film needs to adhere to complex shapes or where flexibility is a key requirement, such as in flexible electronics or medical devices.
Special Surface Properties:
Specialty films may have unique surface properties, such as anti-static, anti-fog, or anti-scratch characteristics. These features enhance their suitability for specific applications, including electronic displays, eyewear, or automotive applications.